
Yntroduksje fan fiif laser plastic welding metoaden
Yn 'e ôfrûne jierren, mei de trochgeande opwurdearring fan technology, sil laserlassen fan plestik yn' e takomst stadichoan in groeiende trend sjen litte.Yn 'e ôfrûne jierren hawwe guon lasertechnologyen net trochbrutsen, en de laserpriis is relatyf heech.Yn ferliking mei tradisjoneel welding is de ienmalige ynvestearring grut, wat miskien net gau foardielen produsearje kin.Mar no wurdt de ekonomyske foardiel fan laser markearre.It laserlassen fan plestik kin de muoite foar ûntwerpers ferminderje om produkten te ûntwerpen.
Op it stuit hawwe in protte produkten (ynklusyf auto-halfgeleider-yndustry, farmaseutyske en fiedingsindustry, ensfh.) tige hege easken foar ferwurkjen fan krektens en estetyske uterlik, wêrtroch laserlassen in needsaaklik proses wurdt foar de produksje fan dizze produkten en befoarderet de fierdere ûntwikkeling fan laser welding technology.
Hoe tichter de kompatibiliteit, fúzjetemperatuer en oerienkomst fan plestiklaserlassen binne, hoe better it effekt sil wêze.De applikaasje modus fan plestik laser welding is oars as dy fan metalen welding, ynklusyf sekwinsjele circumferential welding, quasi syngroane welding, syngroane welding en bestraling masker welding.Olay Optoelectronics sil dizze weldingmodi koart yntrodusearje.
1. Profile welding
De laser beweecht lâns de kontoeren line fan de plastic welding laach en smelt it om stadichoan bond de plastic lagen tegearre;Of ferpleatse it sandwich lâns de fêste laserbeam om it doel fan welding te berikken.
Yn praktyske tapassingen hat contour welding hege easken foar de kwaliteit fan ynjeksje getten dielen, benammen foar it tapassen fan komplekse welding linen lykas oalje-gas separators.Yn it proses fan plestik laser welding kin contour welding in beskate penetraasje fan 'e welding line berikke, mar dizze penetraasje is lyts en net te kontrolearjen, wat fereasket dat de ferfoarming fan' e ynjeksjefoarmdielen net te grut wêze moatte.
2. Syngroane welding

De laser beam fan meardere diode lasers wurdt foarme troch optyske eleminten.De laser beam wurdt liede lâns de kontoeren line fan de welding laach en genereart waarmte by de weld naad, sadat de hiele kontoeren line wurdt smolten en bonded tegearre tagelyk.
Syngroane welding wurdt benammen brûkt yn auto lampen en medyske yndustry.Syngroane welding is in multi beam, optyske foarmjouwing toant it ljocht plak fan welding track, dat wurdt karakterisearre troch it ferminderjen fan ynterne stress.Om't de easken relatyf heech binne en de totale priis relatyf heech is, wurdt it in protte brûkt yn medyske behanneling.
3. Scanning welding
Laser skennen welding diagram
Scanning welding wurdt ek wol quasi syngroane welding neamd.Scanning welding technology kombinearret de boppesteande twa welding technologyen, nammentlik sequential circumferential welding en syngroane welding.De reflektor wurdt brûkt foar it generearjen fan in hege snelheid laser beam mei in snelheid fan 10 m / s, dy't beweecht lâns it diel te lassen, wêrtroch it hiele welding diel stadichoan opwaarme en fusearje tegearre.
Quasi syngroane welding is de meast brûkte.Yn 'e yndustry foar auto-ûnderdielen brûkt it de XY hege frekwinsje galvanometer fan binnen.Syn kearn is te kontrolearjen de plastyk welding ynstoarting fan twa materialen.Contour welding sil produsearje grutte ynterne stress, dat sil beynfloedzje de sealing fan objekten.Quasi syngronisaasje is in hege-snelheid skennen modus, en mei de hjoeddeiske kontrôle, it kin effektyf elimineren ynterne stress.
4. Rolling welding

Yllustraasje fan laser rolling welding
Rolling welding is in ynnovative laser plastic welding proses, dat hat in protte ferskillende foarmen.D'r binne twa haadtypen fan rollende welding:
De earste is Globo ball welding.D'r is in glêzen bal foar loftkessen oan 'e ein fan' e laserlens, dy't de laser fokusje kin en de plestik dielen klemme.Yn it welding proses, Globo lens wurdt dreaun troch de beweging platfoarm te foltôgjen de welding troch rolling lâns de welding line.It hiele proses is sa ienfâldich as skriuwen mei in balpen.Globo welding proses net nedich in komplekse boppeste fixture, mar allinnich in boaiem mal stipe produkt.Globo ball welding proses hat ek in fariant roller roller welding proses.It ferskil is dat de glêzen bal oan 'e ein fan' e lens wurdt feroare yn in silindryske glêzen barrel te krijen in breder laser segment.Roller welding is geskikt foar breder welding.
De twadde is TwinWeld welding proses.Dit plestik laser welding proses foeget in metalen roller oan 'e ein fan' e lens.Tidens it weldingproses drukt de roller de râne fan 'e weldingline foar welding.It foardiel fan dit plestik laser welding proses is dat de metalen drukken tsjil sil net wurde droegen, dat is befoarderlik foar grutskalige produksje.De druk fan 'e drukroller wurket lykwols op' e râne fan 'e weldingline, dy't maklik is om koppel te generearjen en ferskate weldingdefekten te foarmjen.Tagelyk, om't de lensstruktuer relatyf kompleks is, is it lestich foar weldingprogrammearring.
5. Bestralingsmasker welding
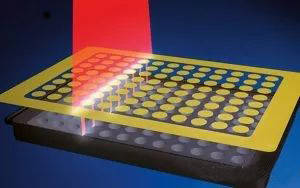
Laser stralingsmasker welding diagram
De laser beam wurdt gepositioneerd troch it sjabloan te smelten en bond it plestik.It sjabloan bleatsteld allinnich in lyts presys welding diel op de plastic laach hjirûnder.De laserstraal ferwaarmet allinich it diel fan it produkt dat net wurdt bedekt troch it masker.Dizze technology kin brûkt wurde om hege-precision welding te berikken sa leech as 10 mikrons.
De mikrofluïdyske komponinten kinne sekuer en stabyl laske wurde troch it maskerlasprinsipe.De mjitkunde fan it kanaal sil itselde bliuwe, it foarkommen fan smeltstream yn in smel kanaal fan mar 200 µm.
Post tiid: okt-21-2022