
Wat is welding penetraasje?It ferwiist nei de melting djipte fan basis metaal of front weld bead op 'e dwerstrochsneed fan laske joint.
Welded gewrichten omfetsje: weld naad (0A), fusion sône (AB) en waarmte beynfloede sône (BC).
Stap 1: Sampling
(1) Cutting posysje fan welding penetraasje sample: a.Mije start- en stopposysjes
b.Snij ôf op 1/3 fan weld litteken
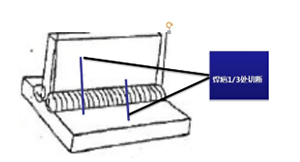
c.As de lingte fan 'e weld litteken minder is as 20 mm, ôfsnien yn' e midden fan 'e weld litteken.
(2) Snits
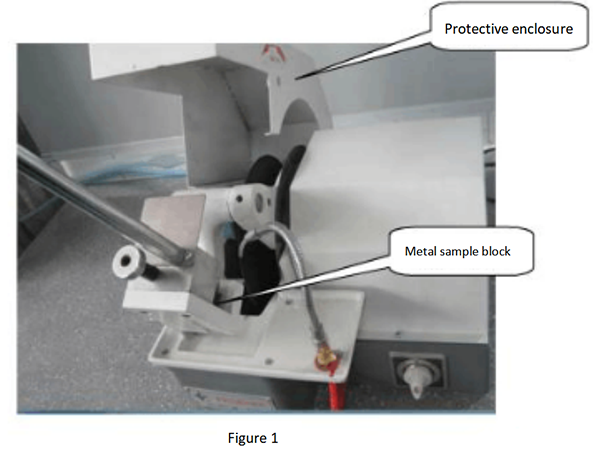
A. Ferbine de stroomfoarsjenning en kontrolearje oft de mjitapparatuer foldocht oan de testeasken;Lykas werjûn yn figuer 1, iepenje de beskermjende húsfesting fan 'e metallografyske snijmasine en ynstallearje it te testen metalen monsterblok.
(Opmerking: Wês wis dat jo it metalen blok folslein reparearje!)
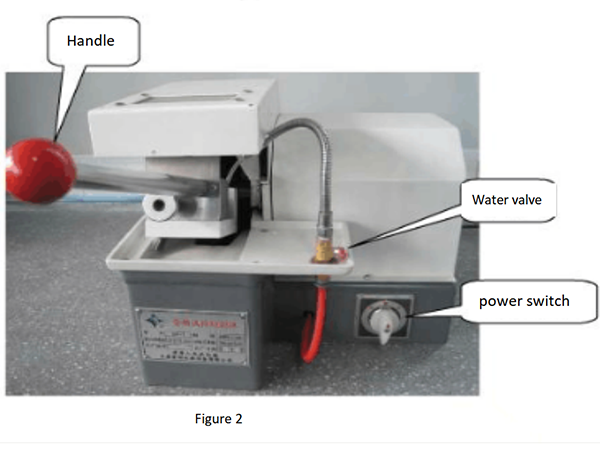
b.Lykas werjûn yn figuer 2, slút de beskermjende shell fan 'e metallographic cutting masine, iepenje it wetter fentyl, en keare op de macht switch;Hâld de handgreep fan 'e metallografyske snijmasjine en druk it stadich nei ûnderen om it metalmonster te snijen.Nei it snijen moatte de lingte, breedte en hichte fan it metalen monster minder wêze dan 4 mm;Slút it wetterklep, skeakelje de krêft út en nim it metalmonster út.
b.Lykas werjûn yn figuer 2, slút de beskermjende shell fan 'e metallographic cutting masine, iepenje it wetter fentyl, en keare op de macht switch;Hâld de handgreep fan 'e metallografyske snijmasjine en druk it stadich nei ûnderen om it metalmonster te snijen.Nei it snijen moatte de lingte, breedte en hichte fan it metalen monster minder wêze dan 4 mm;Slút it wetterklep, skeakelje de krêft út en nim it metalmonster út.
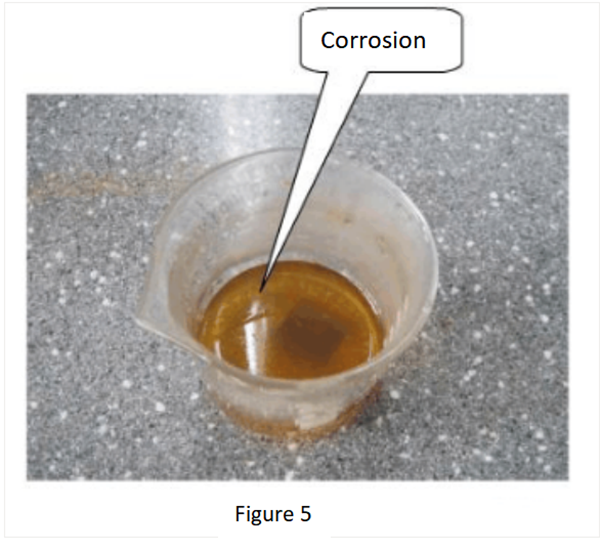
Stap 3: Corrosie
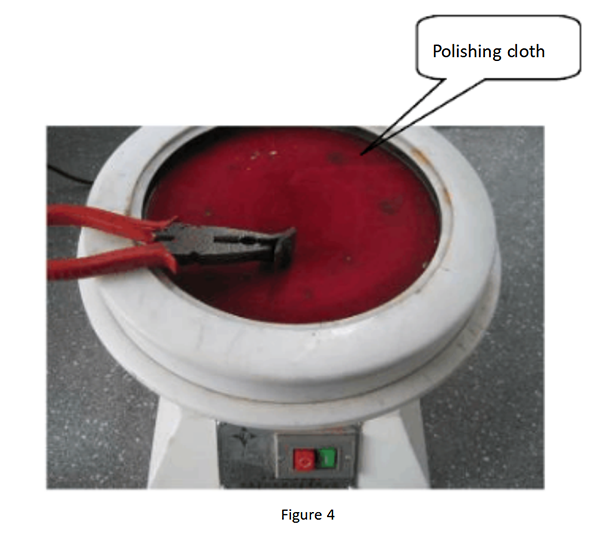
(1) Lykas sjen litten yn Fig. de cut oerflak foar corrosie.De korrosjetiid is sawat 10-15 sekonden, en it spesifike korrosje-effekt moat visueel ynspekteare wurde.
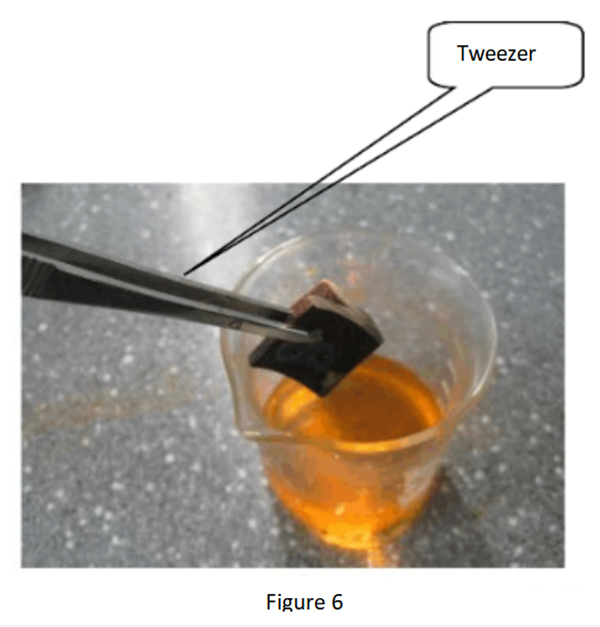
(2) Lykas werjûn yn Fig. wetter.
(1) Droege
Stap 4: Ynspeksjemetoade fan weldingpenetraasje
| T (mm) is de plaatdikte | |||
| Alde benchmark | Nije benchmark | ||
| Plaat dikte | Penetraasje datum | Plaat dikte | Penetraasje datum |
| ≤3.2 | Mear as 0,2 * t | t≤4.0 | Mear as 0,2 * t |
| 4.0<t≤4.5 | oer 0,8 | ||
| 3.2 ~ 4.5 (ynklusyf 4.5) | oer 0,7 | 4.5<t≤8.0 | Boppe 1.0 |
| t=9,0 | Boppe 1.4 | ||
| >4.5 | Boppe 1.0 | t≥12,0 | Oer 1.5 |
| Opmerking: It lassen fan tinne plaat en dikke plaat is basearre op de tinne plaat | |||
(1.2) Laspenetraasjedatum (mei skonlengte dy't penetraasje oanjout)
| L (mm) is de foet lingte | |
| Foet lingte | Penetraasje datum |
| L≤8 | Mear as 0,2 * L |
| L>8 | boppe 1,5 mm |
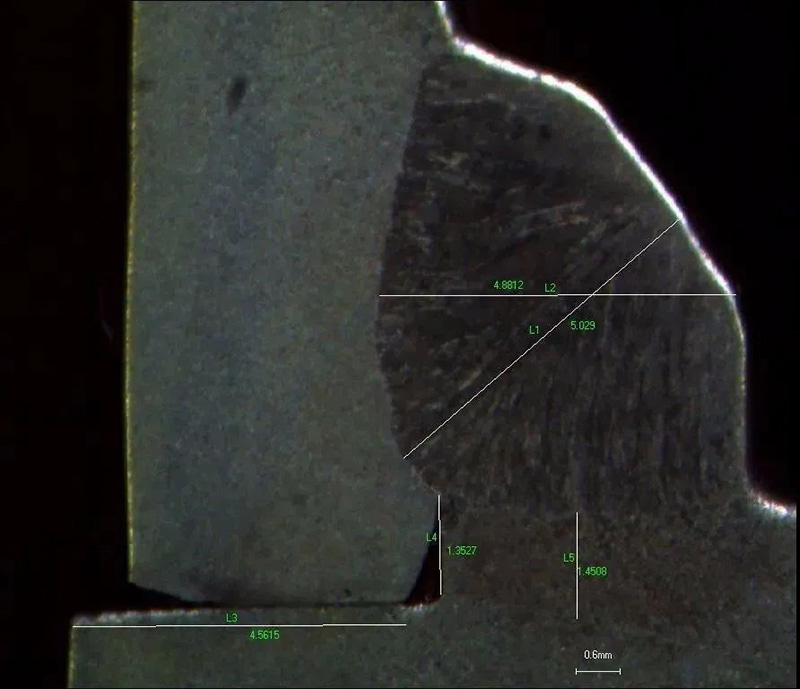
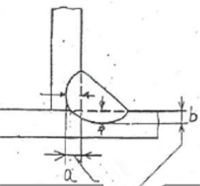
(2) Meting fan welding penetraasje (ôfstân a en b binne welding penetraasje)

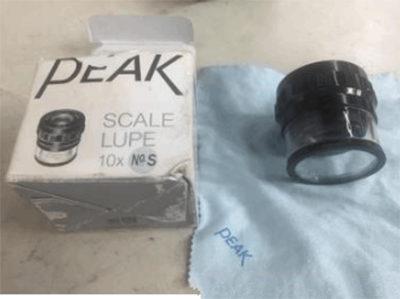
(3) Ynspeksje-ark foar weldingpenetraasje
Stap 5: Ynspeksjerapport fan weldingpenetraasje en opslach fan samples
(1) Ynspeksjerapport fan weldingpenetraasje:
in.Tafoeging fan trochsneeddiagram fan it ynspekteare diel
b.Markearje de mjitposysje fan weldingpenetraasje yn it diagram
c.Data tafoeging
(2) Regeljouwing oer behâld fan welding penetraasjemonsters:
in.Opslach fan frame S-dielen foar 13 jier
b.Algemiene dielen wurde bewarre foar 3 jier
c.As oars yn 'e tekening oanjûn, sil it útfierd wurde neffens de tekeningeasken
(It oerflak fan penetraasje-ynspeksje kin wurde fêstmakke mei transparante lijm om roest te fertrage)
Post tiid: Dec-22-2022